
Paramètres de l’imprimante 3D FDM et ce qu’ils font
L'impression 3D n'a jamais été aussi accessible, avec des machines disponibles à tous les niveaux de prix et de compétences. Cela a poussé de nombreuses personnes à affluer vers ce passe-temps relativement nouveau, sautant la tête la première sans comprendre la frustration et le chagrin qu'il peut apporter.
Bien sûr, même si l'impression 3D peut être difficile, cela vaut toujours la peine de l'effort que vous y consacrez. L'apprentissage est une grande partie de quelque chose comme ça, mais vous n'avez pas à le traverser seul. Pour vous familiariser avec les bases de l'utilisation d'une trancheuse d'imprimante 3D, cet article explorera les différents paramètres fournis avec les programmes de trancheuse populaires pour les imprimantes FDM.
Qu'est-ce qu'une imprimante 3D FDM ?
FDM est synonyme de modélisation par dépôt de fusion, et c'est la technologie la plus couramment utilisée pour l'impression 3D à la maison. Si votre imprimante 3D utilise des bobines de filament plutôt que de la résine, il y a de fortes chances qu'il s'agisse d'une imprimante FDM. Des imprimantes comme celle-ci déposent du plastique fondu avec une extrême précision, généralement avec une plaque de construction, un portique et une extrudeuse/hotend. C'est le type d'imprimante 3D auquel cet article s'applique.
Tous les paramètres ci-dessous sont affichés en supposant que vous avez chargé un fichier dans votre trancheuse et que vous êtes sur l'écran principal.
Température de la buse et du lit
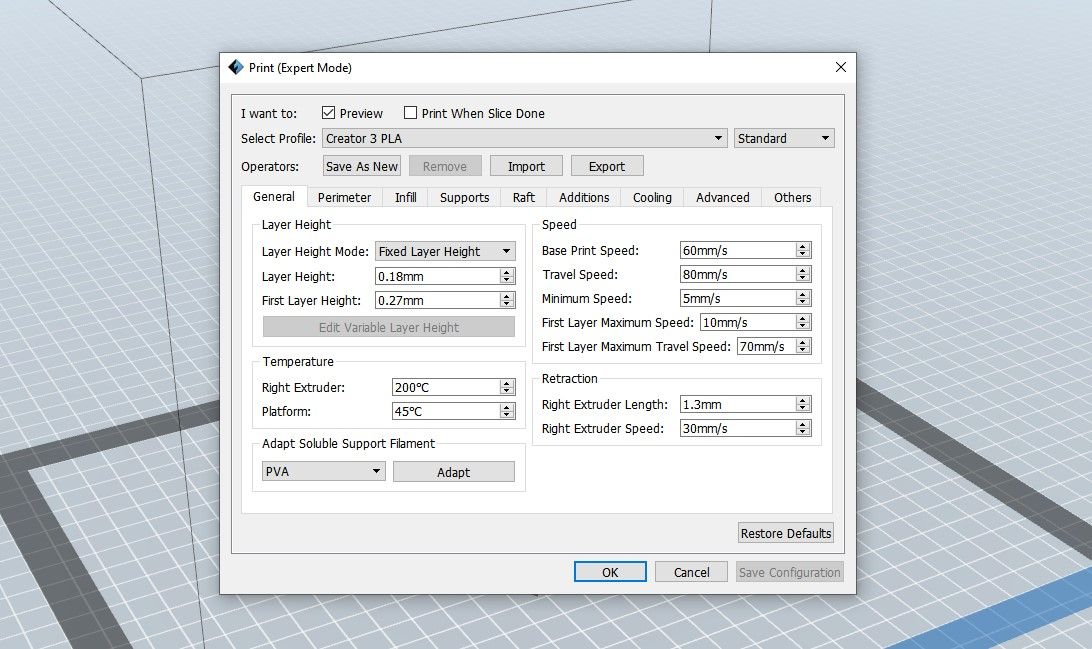
Les imprimantes 3D FDM utilisent des matériaux appelés thermoplastiques pour créer des objets. Le PLA, l'ABS et le PETG ne sont que quelques exemples de ces plastiques, et ils ont tous des points de fusion différents. La température de votre buse doit être réglée sur la température qui correspondau matériau avec lequelvous imprimez , et quelques degrés de différence peuvent vous donner des résultats très variés.
Le PLA, par exemple, imprime généralement bien entre 180 et 200°C, tandis que l'ABS est bon entre 230 et 250°C. Vous devrez peut-être expérimenter avec différentes températures pour obtenir les meilleurs résultats.
La température du lit n'est pas aussi importante que la température de la buse, mais elle peut quand même faire la différence. Avoir un lit à la bonne température aidera les matériaux à adhérer à votre plaque de construction, tout en aidant à prévenir des problèmes comme le gauchissement et le pied d'éléphant. Des matériaux comme le PLA peuvent fonctionner sans plaque chauffante, mais l'ABS peut bénéficier de températures de lit supérieures à 80°C.
- Cura : Paramètres d'impression > Personnalisé > Matériau
- Slic3r : Paramètres > Paramètres du filament > Température
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Température
- FlashPrint : Imprimer > Général > Température
Hauteur de couche
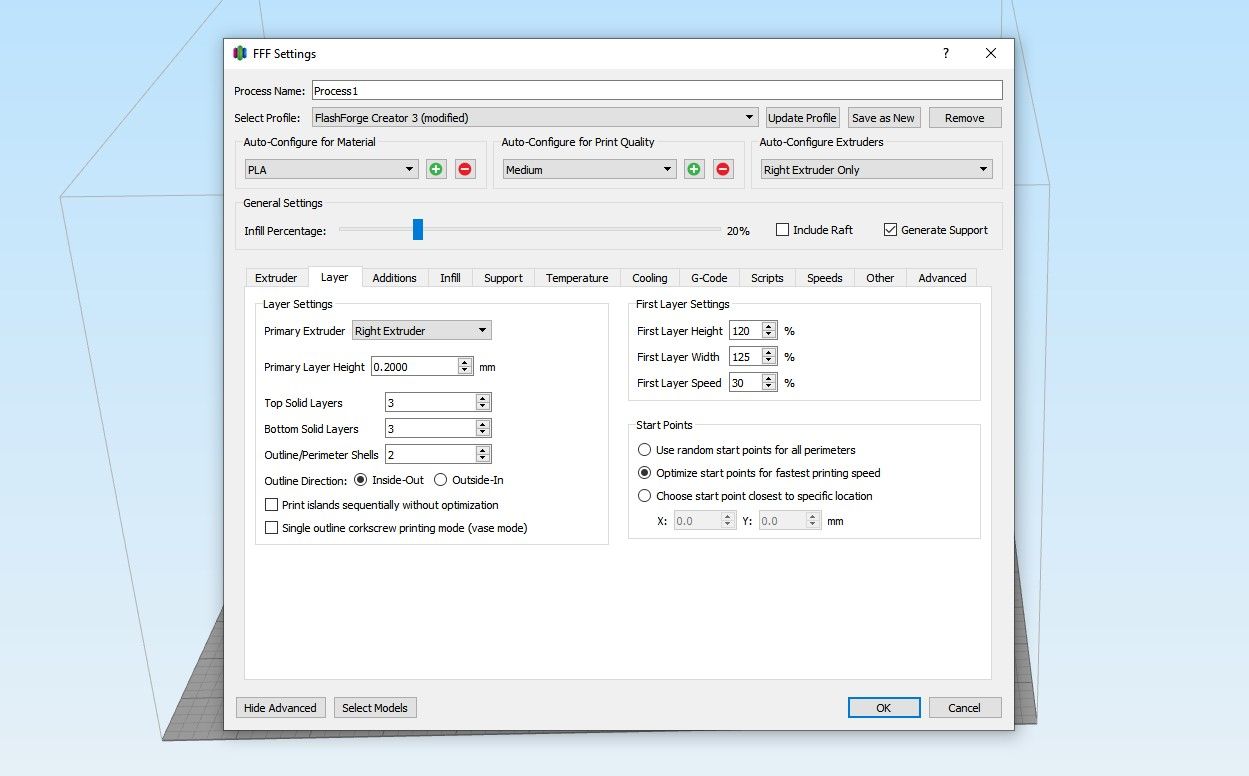
La hauteur de couche est l'épaisseur de chaque couche de plastique qui est placée sur le lit pendant l'impression. Des hauteurs de couche inférieures entraînent des modèles à plus haute résolution et des temps d'impression plus lents, tandis que des hauteurs de couche plus élevées réduiront à la fois la qualité et le temps. Vous devez vous assurer que la hauteur de votre couche fonctionne avec la buse que vous utilisez, bien que la plupart des trancheuses vous avertissent si vous devenez trop gros ou trop petit.
La première couche de toute impression est la plus importante, et c'est pourquoi la plupart des trancheuses offrent la possibilité de définir une hauteur distincte pour elle. Avoir une couche initiale plus épaisse peut aider à l'adhérence au lit tout en renforçant la base du modèle.
- Cura : Paramètres d'impression > Personnalisé > Qualité
- Slic3r : Paramètres > Paramètres d' impression > Couches et périmètres
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Couche
- FlashPrint : Imprimer > Général > Calque
Vitesse d'impression
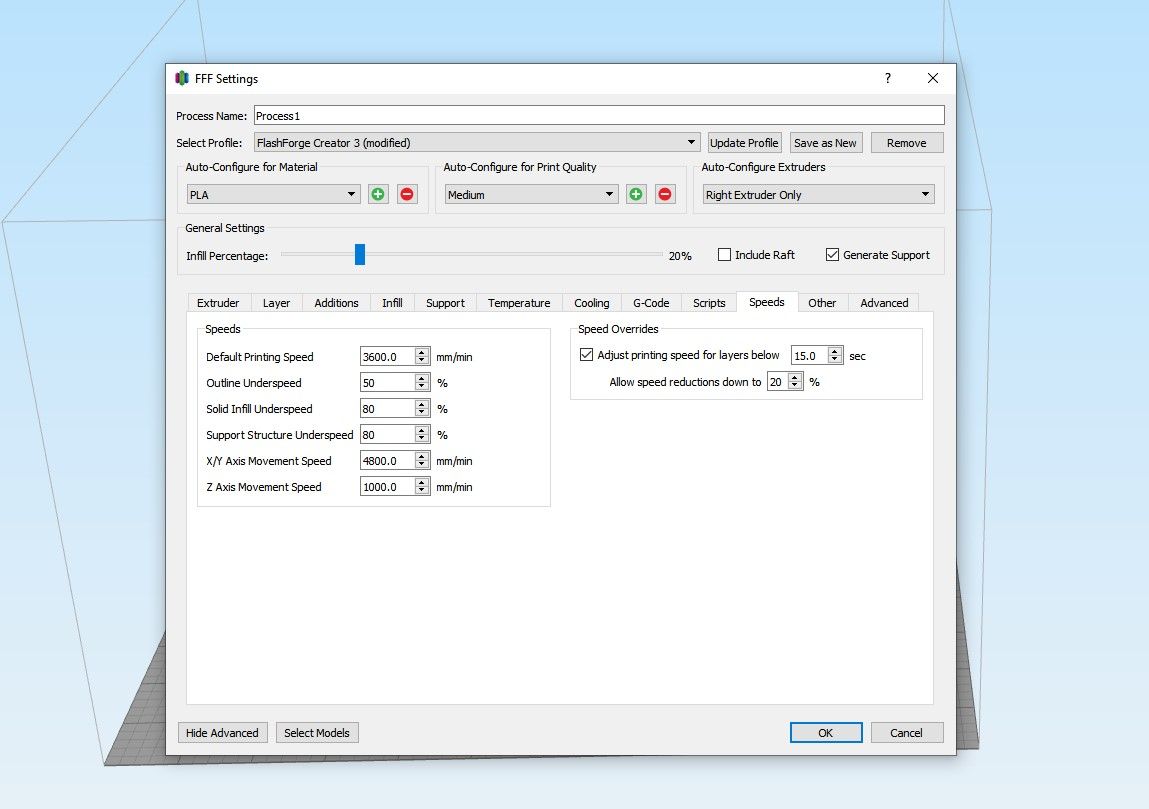
La vitesse d'impression est la vitesse à laquelle votre tête d'impression se déplace pendant l'impression. L'augmentation de la vitesse d'impression rendra l'impression plus rapide, même si cela peut également nuire à la qualité de votre impression. Parallèlement, certains matériaux nécessitent des vitesses d'impression plus lentes en raison de leurs qualités.
Le PETG, par exemple, est généralement imprimé avec une vitesse maximale de 30 mm/s pour tenir compte du suintement et de l'élasticité. Le PLA et l'ABS peuvent très bien fonctionner à 60 mm/s ou plus, mais vous pouvez modifier des paramètres tels que la vitesse extérieure pour augmenter la qualité de votre impression finale sans compromettre la vitesse d'impression.
- Cura : Paramètres d'impression > Personnalisé > Vitesse
- Slic3r : Paramètres > Paramètres d'impression > Vitesse
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Vitesses
- FlashPrint : Imprimer > Général > Vitesse
Rétraction
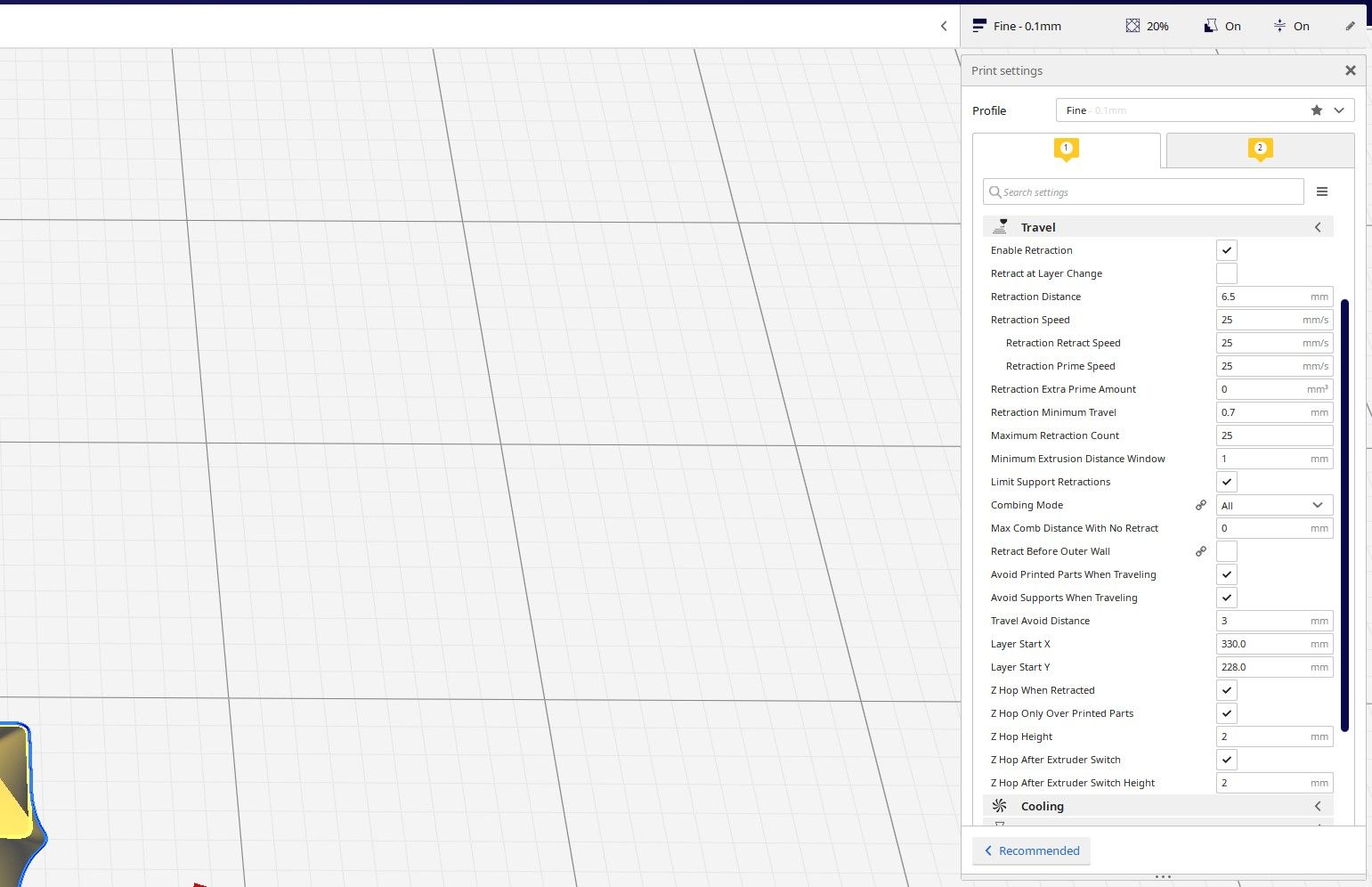
La plupart des imprimantes 3D FDM modernes utilisent des extrudeuses motorisées pour rétracter le filament à certains endroits pendant l'impression. Cela permet d'éviter le suintement lorsque la tête d'impression se déplace d'un endroit à l'autre, tout en donnant à l'imprimante le contrôle du flux de matériau sortant de la hotend.
Tout comme la vitesse d'impression, les paramètres de rétraction sont généralement basés sur le matériau avec lequel vous imprimez. Les matériaux extensibles comme le PETG et le TPU nécessitent des vitesses de rétraction comprises entre 30 et 80 mm/s, ainsi que des distances de rétraction de 2 à 5 mm. En revanche, le PLA est bon avec une vitesse de 50 mm et une distance de 0,5 à 1 mm.
- Cura : Paramètres d'impression > Personnalisé > Voyage
- Slic3r : Paramètres > Paramètres de l'imprimante > Extrudeuse
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Extrudeur > Contrôle du limon
- FlashPrint : Imprimer > Général > Rétractation
Remplissage et murs
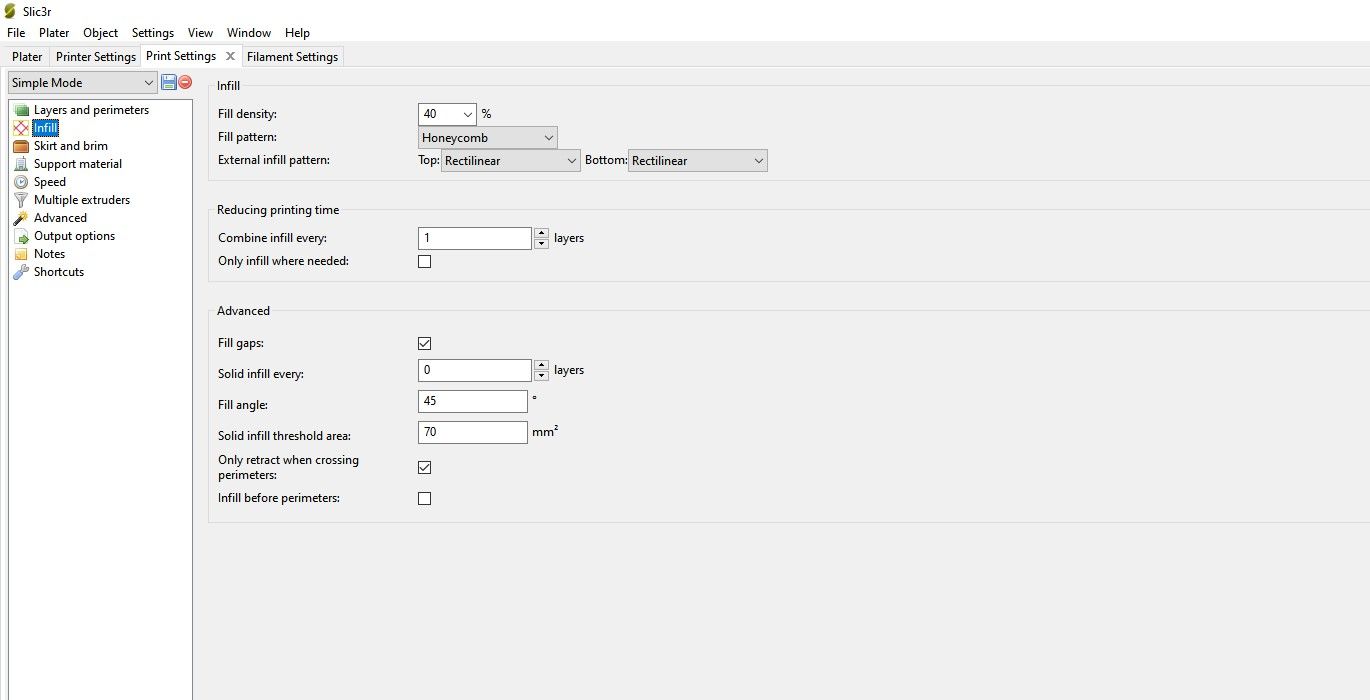
Il est rare de trouver un fichier imprimable en 3D qui doit être fabriqué à partir de plastique solide. Au lieu de cela, la plupart des impressions sont faites avec des parois extérieures solides et un remplissage qui rend la pièce agréable et solide sans prendre toute une vie pour imprimer. 10 à 20 % de remplissage suffisent pour la grande majorité des impressions, bien que vous en vouliez peut-être plus si vous voulez qu'une pièce soit particulièrement solide. Il convient de noter que le remplissage solide ne rend pas nécessairement une pièce plus solide.
En plus du remplissage, vous pouvez également modifier l'épaisseur des couches externes de votre impression. Entre trois et cinq couches suffisent généralement pour rendre une impression forte, mais c'est quelque chose qui peut être modifié pour réduire le temps qu'il faut pour terminer votre impression. Des parois trop fines peuvent laisser transparaître le motif de remplissage.
- Cura : Paramètres d'impression > Personnalisé > Remplissage/Coque
- Slic3r : Paramètres > Paramètres d'impression > Remplissage
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Remplissage
- FlashPrint : Imprimer > Remplissage
Les soutiens
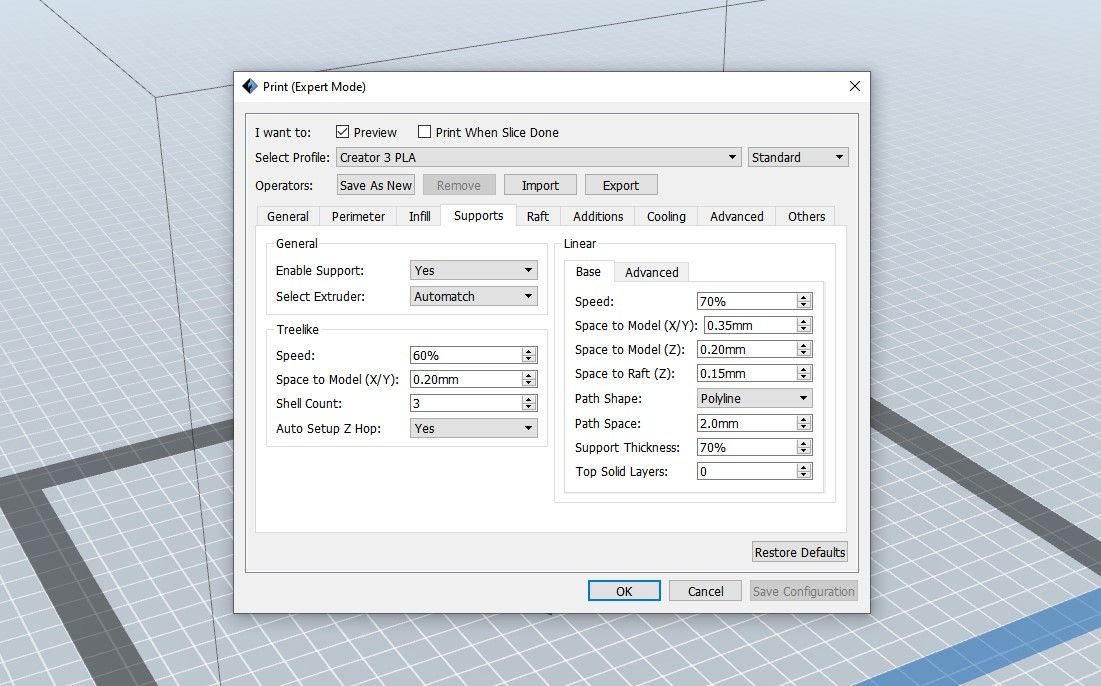
Les supports sont utilisés pour empêcher les modèles de tomber lorsqu'ils sont imprimés avec des surplombs. La plupart des trancheuses peuvent générer des supports automatiquement, mais vous pouvez modifier les paramètres pour vous assurer d'obtenir les meilleurs résultats pour votre impression. Il vaut la peine de lire les différentes options d'assistance dont vous disposez avant d'aller de l'avant et de trop les modifier.
- Cura : Paramètres d'impression > Personnalisé > Prise en charge
- Slic3r : Paramètres > Paramètres d' impression > Support matériel
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Support
- FlashPrint : Imprimer > Supports et écran principal > Supports
Ajouts
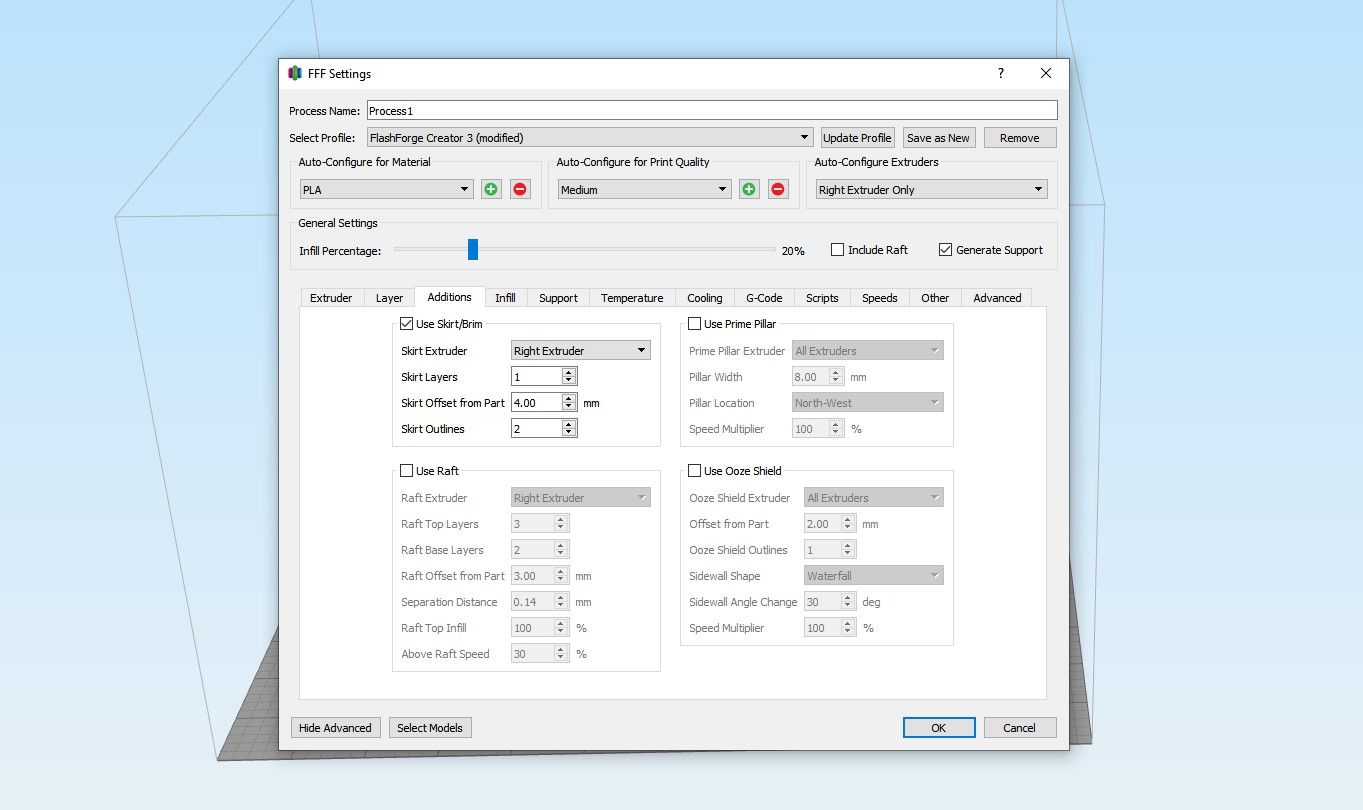
La plupart des trancheuses sont capables d'ajouter des pièces supplémentaires à votre impression qui sont conçues pour aider à l'adhérence du lit et au gauchissement. Cela peut être un excellent moyen d'améliorer facilement vos impressions, mais il existe quelques types disponibles.
- Radeaux : votre empreinte entière repose sur un lit lorsque vous utilisez un radeau, ce qui aide à l'adhérence du lit.
- Bords : Les bords s'enroulent autour du bord de votre impression, empêchant les bords et les coins de se soulever.
- Oreilles de souris : Les oreilles de souris sont des cercles qui se trouvent à chaque coin de votre impression, aidant à garder les coins vers le bas.
- Tours d'essuyage : des tours d'essuyage se forment autour de votre impression et permettent à votre imprimante d'essuyer l'excès de filament.
Voici où trouver les paramètres pertinents :
- Cura : Paramètres d'impression > Personnalisé > Adhésion de la plaque de construction
- Slic3r : Paramètres > Paramètres d' impression > Jupe et bord/Matériau de support
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Ajouts
- FlashPrint : Imprimer > Ajouts
Refroidissement
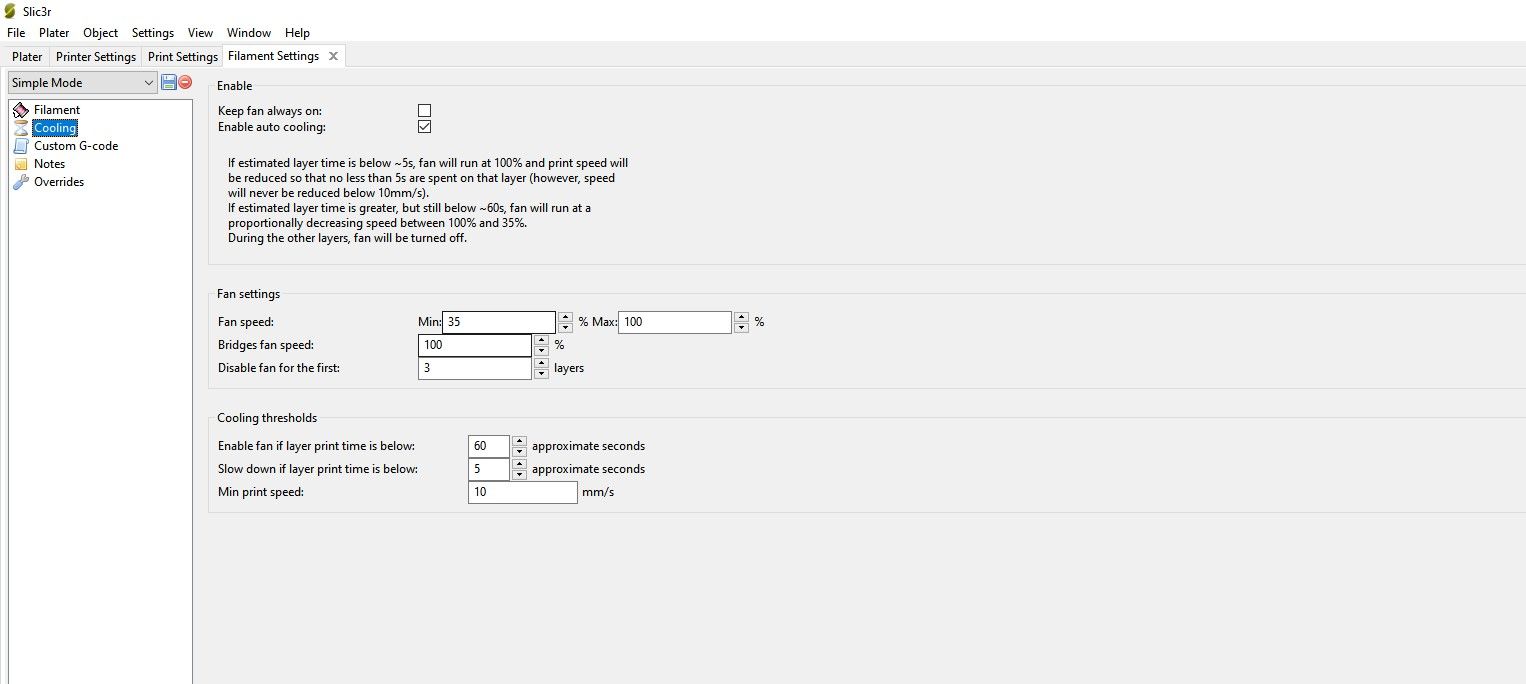
Les ventilateurs de refroidissement sont un élément essentiel de votre imprimante 3D. De nombreuses imprimantes FDM modernes ont des ventilateurs qui sont utilisés pour refroidir la pièce pendant l'impression. C'est excellent pour les matériaux comme le PLA et le PETG, mais cela peut être mauvais pour les matériaux comme l'ABS qui se déformeront en raison des changements de température. Vous devriez presque toujours laisser le refroidissement général de votre imprimante allumé.
- Cura : Paramètres d'impression > Personnalisé > Refroidissement
- Slic3r : Paramètres > Paramètres du filament > Refroidissement
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Refroidissement
- FlashPrint : Imprimer > Refroidissement
Z-Hop
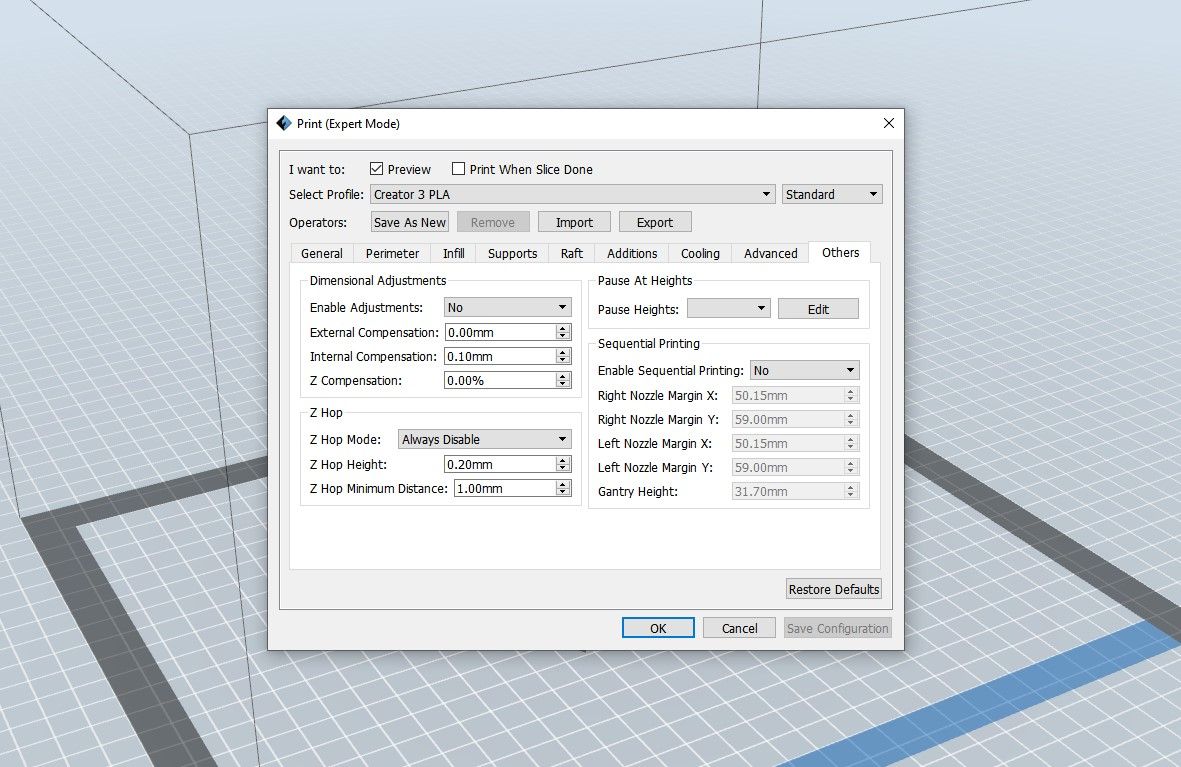
Comme dernier paramètre à examiner, z-hop vous permet de dire à l'imprimante d'abaisser le lit ou de relever la tête d'impression lorsqu'elle se déplace. Cela peut empêcher les modèles d'être renversés de la plaque de construction avant la fin de l'impression.
- Cura : Paramètres d'impression > Personnalisé > Voyage
- Slic3r : Paramètres > Paramètres de l'imprimante > Rétractation
- Simplify3D : Modifier les paramètres du processus > Afficher les paramètres avancés > Extrudeur > Contrôle du limon
- FlashPrint : Imprimer > Autres > Z-Hop
Apprendre à utiliser votre trancheuse
Les trancheuses sont des outils incroyablement puissants qui vous offrent de nombreuses options différentes pour vos impressions. Cela ne signifie pas pour autant qu'ils sont faciles à utiliser, et vous avez encore plus d'apprentissage à faire après cet article pour vraiment maîtriser la trancheuse que vous utilisez.
Il faut toujours garder à l'esprit que les imprimantes 3D FDM doivent également être calibrées et entretenues pour fonctionner correctement. Cela ne demande pas trop de travail, mais le temps que vous y consacrez peut en valoir la peine.